
Ретортните кеси потекнуваат од истражувањето и развојот на меки конзерви во средината на 20 век. Меките конзерви се однесуваат на пакување направено целосно од меки материјали или полукрути садови во кои барем дел од ѕидот или капакот на садот е направен од меки материјали за пакување, вклучувајќи ретортни кеси, ретортни кутии, врзани колбаси итн. Главната форма што се користи моментално се префабрикувани ретортни кеси за висока температура. Во споредба со традиционалните метални, стаклени и други тврди конзерви, ретортните кеси ги имаат следниве карактеристики:
●Дебелината на материјалот за пакување е мала, а преносот на топлина е брз, што може да го скрати времето на стерилизација. Затоа, бојата, аромата и вкусот на содржината се менуваат малку, а загубата на хранливи материи е мала.
● Материјалот за пакување е лесен и мал, што може да заштеди материјали за пакување, а трошоците за транспорт се ниски и практични.

●Може да печати извонредни шари.
●Има долг рок на траење (6-12 месеци) на собна температура и лесно се затвора и отвара.
●Не е потребно ладење, заштедувајќи трошоци за ладење
● Погоден е за пакување на многу видови храна, како што се месо и живина, водни производи, овошје и зеленчук, разни житни производи и супи.
● Може да се загрева заедно со пакувањето за да се спречи губење на вкусот, особено погодно за работа на терен, патување и воена храна.
Целосното производство на кеси за готвење, вклучувајќи го видот на содржината, обезбедувањето квалитет, сеопфатното разбирање на структурниот дизајн на производот, подлогата и мастилото, изборот на лепило, процесот на производство, тестирањето на производот, пакувањето и контролата на процесот на стерилизација итн., бидејќи дизајнот на структурата на производот од кесите за готвење е јадрото, па затоа ова е широка анализа, не само за анализа на конфигурацијата на подлогата на производот, туку и за понатамошна анализа на перформансите на различни структурни производи, нивната употреба, безбедноста и хигиената, економичноста и така натаму.
1. Расипување на храна и стерилизација
Човечките суштества живеат во микробна средина, целата биосфера на Земјата постои во безброј микроорганизми, храната во микробната репродукција надминува одредена граница, храната ќе се расипе и ќе ја изгуби јадливоста.
Причината за расипување на храната се псевдомонасите и вибрионите, обете се отпорни на топлина, ентеробактериите на 60 ℃ се мртви, а некои видови лактобацили можат да издржат загревање на 65 ℃ за 30 минути. Bacillus генерално може да издржи загревање на 95-100 ℃ за неколку минути, а некои можат да издржат загревање на 120 ℃ за помалку од 20 минути. Покрај бактериите, во храната има и голем број габи, вклучувајќи Trichoderma, квасци и така натаму. Покрај тоа, светлината, кислородот, температурата, влагата, pH вредноста и така натаму можат да предизвикаат расипување на храната, но главниот фактор се микроорганизмите, затоа, готвењето на висока температура за убивање на микроорганизмите е важен метод за долгорочно зачувување на храната.
Стерилизацијата на прехранбени производи може да се подели на пастеризација на 72 ℃, стерилизација на вриење на 100 ℃, стерилизација на готвење на висока температура на 121 ℃, стерилизација на готвење на висока температура на 135 ℃ и моментална стерилизација на ултра висока температура на 145 ℃, а некои производители користат и нестандардна температурна стерилизација од околу 110 ℃. Според различните производи за избор на услови за стерилизација, најтешките услови за стерилизација на Clostridium botulinum се прикажани во Табела 1.
Табела 1 Време на смрт на спорите на Clostridium botulinum во однос на температурата
| температура℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Време на смртта (минути) | 330 | 100 | 32 | 10 | 4 | 80-тите | 30s | 10s |
2. Карактеристики на суровината за вреќа за пареа
Кесички за реторта за готвење на висока температура кои доаѓаат со следниве својства:
Долготрајна функција на пакување, стабилно складирање, спречување на раст на бактерии, отпорност на стерилизација на висока температура итн.
Тоа е многу добар композитен материјал погоден за инстант пакување храна.
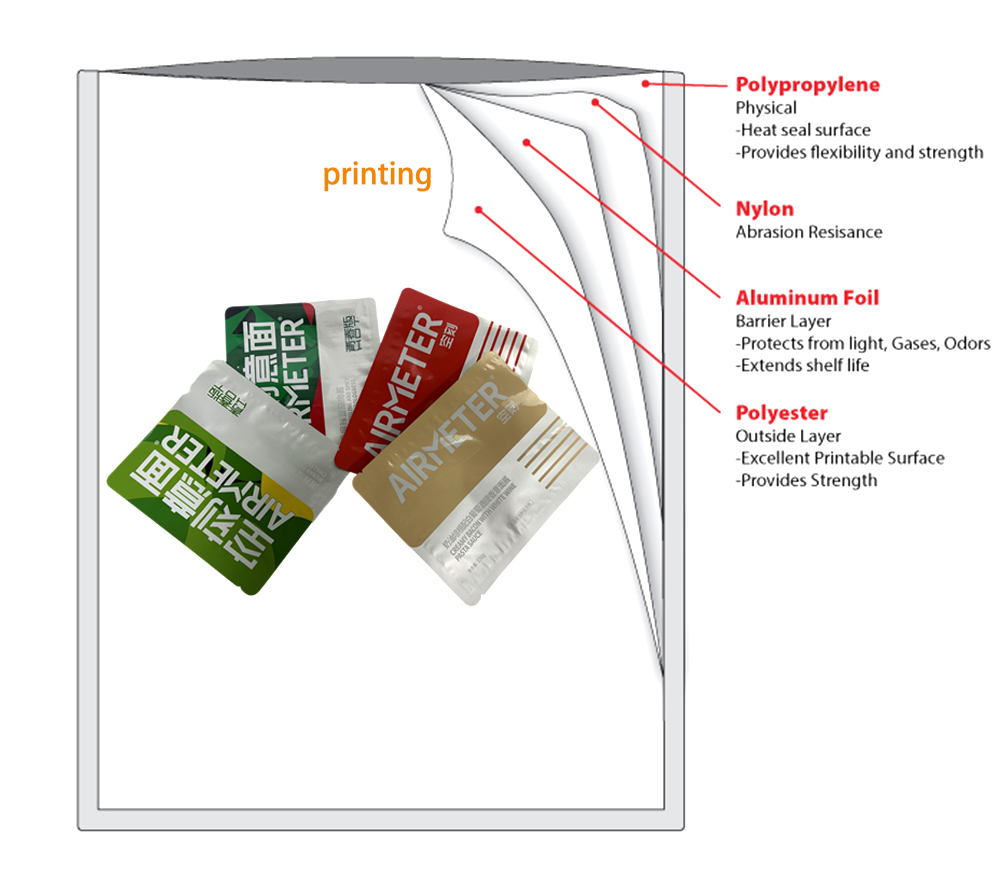
Типичен тест на структурата PET/лепило/алуминиумска фолија/лепило/најлон/RCPP
Торба за ретортирање на висока температура со трислојна структура PET/AL/RCPP
МАТЕРИЈАЛНА ИНСТРУКЦИЈА
(1) ПЕТ филм
BOPET филмот има еден однајвисоки затегнувачки јачиниод сите пластични филмови и може да ги задоволи потребите на многу тенки производи со висока цврстина и тврдост.
Одлична отпорност на студ и топлина.Применливиот температурен опсег на BOPET филмот е од 70℃-150℃, кој може да одржува одлични физички својства во широк температурен опсег и е погоден за поголемиот дел од пакувањето на производот.
Одлични перформанси на бариерата.Има одлични перформанси на сеопфатна бариера на вода и воздух, за разлика од најлонот, на кој влажноста му е значително под влијание, неговата водоотпорност е слична на PE, а коефициентот на пропустливост на воздух е исклучително мал. Има многу висока бариера кон воздух и мириси и е еден од материјалите за задржување на мириси.
Хемиска отпорност, отпорна на масла и масти, повеќето растворувачи и разредени киселини и алкалии.
(2) БОПА ФИЛМ
BOPA фолиите имаат одлична цврстина.Јачината на затегнување, отпорноста на кинење, отпорноста на удар и отпорноста на кинење се меѓу најдобрите кај пластичните материјали.
Извонредна флексибилност, отпорност на дупчиња, не е лесно за содржината на пункцијата, е главна карактеристика на BOPA, добра флексибилност, но исто така го прави пакувањето да се чувствува добро.
Добри бариерни својства, добро задржување на мирисот, отпорност на хемикалии освен силни киселини, особено одлична отпорност на масло.
Со широк опсег на работни температури и точка на топење од 225°C, може да се користи подолг временски период помеѓу -60°C и 130°C. Механичките својства на BOPA се одржуваат и на ниски и на високи температури.
Перформансите на BOPA филмот се во голема мера под влијание на влажноста, а и димензионалната стабилност и бариерните својства се под влијание на влажноста. Откако BOPA филмот ќе биде изложен на влага, покрај брчките, тој генерално ќе се издолжува хоризонтално. Надолжно скратување, стапка на издолжување до 1%.
(3) CPP филм полипропиленски филм, отпорност на висока температура, добри перформанси на термичко запечатување;
CPP филм кој е леан полипропиленски филм, CPP филм за општа готвење кој користи бинарни случајни кополипропиленски суровини, филмската кеса е направена од 121-125 ℃ стерилизација на висока температура, може да издржи 30-60 минути.
CPP фолија за готвење на висока температура со употреба на блок-кополипропиленски суровини, направена од фолии, може да издржи стерилизација на висока температура од 135 ℃, 30 минути.
Перформансните барања се: температурата на точката на омекнување на Виката треба да биде поголема од температурата на готвење, отпорноста на удар треба да биде добра, отпорноста на медиумот е добра, точката на рибино око и кристалната точка треба да бидат што е можно помали.
Може да издржи стерилизација при готвење под притисок од 121 ℃ од 0,15Mpa, речиси го задржува обликот на храната, вкусот, а фолијата нема да пукне, да се лупи или да се лепи, има добра стабилност; често со најлонска фолија или полиестерска фолија композитна, амбалажата содржи храна од типот супа, како и ќофтиња, кнедли, ориз и друга преработена замрзната храна.
(4) Алуминиумска фолија
Алуминиумската фолија е единствената метална фолија во флексибилните материјали за пакување, алуминиумската фолија е метален материјал, нејзината блокирање на вода, блокирање на гасови, блокирање на светлина, задржување на вкусот е тешко да се спореди со кој било друг материјал за пакување. Алуминиумската фолија е единствената метална фолија во флексибилните материјали за пакување. Може да издржи стерилизација под притисок од 121 ℃ 0,15Mpa при готвење, за да се осигури дека обликот на храната, вкусот и филмот нема да пукнат, да се излупат или да се лепат, има добра стабилност; често со најлонска фолија или полиестерска фолија композитни, пакувања што содржат супа, ќофтиња, кнедли, ориз и друга преработена замрзната храна.
(5)МАСТИЛО
Паробродните кеси користат мастило на база на полиуретан за печатење, барањата за ниски преостанати растворувачи, висока композитна јачина, без промена на бојата по готвењето, без деламинација, брчки, како што е температурата на готвење над 121 ℃, треба да се додаде одреден процент на стврднувач за да се зголеми температурната отпорност на мастилото.
Хигиената на мастилото е исклучително важна, тешките метали како што се кадмиум, олово, жива, хром, арсен и други тешки метали можат да претставуваат сериозна опасност за природната средина и човечкото тело. Второ, самото мастило е составот на материјалот, мастилото содржи различни алки, пигменти, бои, разни адитиви, како што се средства за отстранување на пена, антистатички средства, пластификатори и други безбедносни ризици. Не треба да се дозволува додавање на различни пигменти од тешки метали, гликол етер и естерски соединенија. Растворувачите може да содржат бензен, формалдехид, метанол, фенол, алки може да содржат слободен толуен диизоцијанат, пигментите може да содржат ПХБ, ароматични амини и така натаму.
(6) Лепила
Композитната кеса за парење со употреба на двокомпонентно полиуретанско лепило, главното средство има три вида: полиестерски полиол, полиетерски полиол, полиуретански полиол. Постојат два вида средства за стврднување: ароматичен полиизоцијанат и алифатичен полиизоцијанат. Лепилото за парење е подобро отпорно на високи температури и има следниве карактеристики:
●Висока содржина на цврсти материи, низок вискозитет, добра способност за ширење.
● Одлична почетна адхезија, без губење на јачината на лупење по парењето, без тунелирање во производството, без брчки по парењето.
● Лепилото е хигиенски безбедно, нетоксично и без мирис.
●Побрза брзина на реакција и пократко време на созревање (во рок од 48 часа за пластично-пластични композитни производи и 72 часа за алуминиумско-пластични композитни производи).
●Мал волумен на обложување, висока јачина на лепење, висока јачина на термичко запечатување, добра отпорност на температура.
● Низок вискозитет на разредување, може да биде со висока цврста состојба и добра способност за ширење.
●Широк опсег на примена, погоден за различни филмови.
●Добра отпорност на отпорност (топлина, мраз, киселина, алкали, сол, масло, луто, итн.).
Хигиената на лепилата започнува со производство на примарниот ароматичен амин PAA (примарен ароматичен амин), кој потекнува од хемиската реакција помеѓу ароматични изоцијанати и вода во печатењето двокомпонентни мастила и лепила за ламинирање. Формирањето на PAA се добива од ароматични изоцијанати, но не и од алифатични изоцијанати, акрилни или лепила на база на епоксид. Присуството на недовршени, нискомолекуларни супстанции и резидуални растворувачи, исто така, може да претставува опасност по безбедноста. Присуството на недовршени нискомолекуларни и резидуални растворувачи, исто така, може да претставува опасност по безбедноста.
3. Главната структура на вреќата за готвење
Според економските и физичко-хемиските својства на материјалот, следните структури најчесто се користат за кеси за готвење.
ДВА слоја: PET/CPP, BOPA/CPP, GL-PET/CPP.
ТРИ СЛОЈА: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP;PET/PVDC/CPP;PET/EVOH/CPP;BOPA/EVOH/CPP
ЧЕТИРИ СЛОЈОВИ: PET/PA/AL/CPP, PET/AL/PA/CPP
Повеќекатна структура.
PET/ EVOH коекструдирана фолија / CPP, PET/PVDC коекструдирана фолија / CPP, PA/PVDC коекструдирана фолија / CPP PET/EVOH коекструдирана фолија, PA/PVDC коекструдирана фолија
4. Анализа на структурните карактеристики на вреќата за готвење
Основната структура на вреќата за готвење се состои од површински слој/среден слој/слој за термичко запечатување. Површинскиот слој е генерално направен од PET и BOPA, кои играат улога на поддршка на цврстина, отпорност на топлина и добро печатење. Средниот слој е направен од Al, PVDC, EVOH, BOPA, кои главно играат улога на бариера, заштита од светлина, двостран композит итн. Слојот за термичко запечатување е направен од различни видови на CPP, EVOH, BOPA итн. Изборот на слој за термичко запечатување вклучува различни видови на CPP, коекструдиран PP и PVDC, EVOH коекструдиран филм, 110 ℃ под готвењето, исто така, треба да се избере LLDPE филм, кој главно игра улога во термичкото запечатување, отпорноста на прободување, хемиската отпорност, но исто така и ниската адсорпција на материјалот, хигиената е добра.
4.1 ПЕТ/лепак/ПЕ
Оваа структура може да се смени во PA / лепак / PE, PE може да се смени во HDPE, LLDPE, MPE, покрај мал број специјални HDPE филмови, поради отпорноста на температурата од страна на PE, генерално се користи за стерилизирани кеси од 100 ~ 110 ℃ или слично; лепилото може да се избере од обичен полиуретански лепак и лепак за вриење, не е погодно за пакување месо, бариерата е лоша, кесата ќе се збрчка по парењето, а понекогаш внатрешниот слој на филмот се лепи еден за друг. Во суштина, оваа структура е само варена кеса или пастеризирана кеса.
4.2 ПЕТ/лепак/CPP
Оваа структура е типична за транспарентна структура на кеса за готвење, може да се спакува поголемиот дел од производите за готвење, што се карактеризира со видливоста на производот, можете директно да ја видите содржината, но не може да се спакува, треба да се избегне светлината на производот. Производот е тврд на допир, често треба да се пробијат заоблени агли. Оваа структура на производот генерално е стерилизирана на 121 ℃, може да се користи обичен лепак за готвење на висока температура, може да се користи обичен CPP за готвење. Сепак, лепилото треба да избере мала стапка на собирање на степенот, во спротивно, собирање на слојот на лепак ќе го поттикне движењето на мастилото, постои можност за деламинација по парењето.
4.3 BOPA/лепак/CPP
Ова се вообичаени транспарентни кеси за готвење за стерилизација при готвење на 121 ℃, добра транспарентност, мек на допир, добра отпорност на прободување. Производот исто така не може да се користи за потребата да се избегне лесно пакување на производот.
Поради големата пропустливост на влага на BOPA, печатените производи лесно се создаваат при парење, особено црвените серии на пенетрација на мастилото до површината, па затоа при производство на мастило често е потребно додавање средство за стврднување за да се спречи појавата на пропустливост на бојата. Покрај тоа, поради ниската адхезија на мастилото во BOPA, лесно се создава и феномен на нелепливост, особено во услови на висока влажност. Полуготовите производи и готовите кеси во процес на обработка мора да бидат запечатени и спакувани.
4.4 KPET/CPP, KBOPA/CPP
Оваа структура не е вообичаено користена, транспарентноста на производот е добра, со високи бариерни својства, но може да се користи само за стерилизација под 115 ℃, отпорноста на температура е малку полоша и постојат сомнежи за неговото здравје и безбедност.
4.5 ПЕТ/БОПА/КПП
Оваа структура на производот е висока цврстина, добра транспарентност, добра отпорност на прободување, поради PET, BOPA разликата во стапката на собирање е голема, генерално се користи за 121 ℃ и под пакувањето на производот.
Содржината на пакувањето е покисела или алкална при изборот на оваа структура на производи, наместо да се користи структура што содржи алуминиум.
Надворешниот слој на лепак може да се користи за избор на варен лепак, цената може соодветно да се намали.
4.6 PET/Al/CPP
Ова е најтипичната структура на нетранспарентна кеса за готвење, во зависност од различните мастила, лепило, CPP, температурата на готвење од 121 ~ 135 ℃ може да се користи во оваа структура.
PET/еднокомпонентно мастило/лепило за висока температура/Al7µm/лепило за висока температура/структура CPP60µm може да достигне барања за готвење од 121℃.
PET/Двокомпонентно мастило/Лепило за висока температура/Al9µm/Лепило за висока температура/Структурата CPP70µm со висока температура може да биде повисока од температурата на готвење од 121℃, а бариерните својства се зголемуваат, а рокот на траење е продолжен, што може да биде повеќе од една година.
4.7 BOPA/Al/CPP
Оваа структура е слична на горенаведената структура 4.6, но поради големата апсорпција на вода и смалувањето на BOPA, не е погодна за готвење на висока температура над 121 ℃, но отпорноста на прободување е подобра и може да ги исполни барањата за готвење на 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Оваа структура на бариерата на производот е многу добра, погодна за стерилизација при готвење на 121 ℃ и следната температура, а кислородот има високи барања за бариера на производот.
PVDC во горенаведената структура може да се замени со EVOH, кој исто така има високо бариерно својство, но неговото бариерно својство очигледно се намалува кога се стерилизира на висока температура, а BOPA не може да се користи како површински слој, во спротивно бариерното својство нагло се намалува со зголемување на температурата.
4.9 PET/Al/BOPA/CPP
Ова е високо-перформансна конструкција на кесички за готвење што можат да спакуваат практично секаков производ за готвење, а исто така можат да издржат температура на готвење од 121 до 135 степени Целзиусови.
Структура I: PET12µm/лепило за висока температура/Al7µm/лепило за висока температура/BOPA15µm/лепило за висока температура/CPP60µm, оваа структура има добра бариера, добра отпорност на прободување, добра јачина на апсорпција на светлина и е еден вид одлична вреќа за готвење на 121℃.

Структура II: PET12µm/лепило за висока температура/Al9µm/лепило за висока температура/BOPA15µm/лепило за висока температура/висока температура CPP70µm, оваа структура, покрај сите карактеристики на изведбата I, има карактеристики на готвење на висока температура од 121 ℃ и повеќе. Структура III: PET/лепило A/Al/лепило B/BOPA/лепило C/CPP, количината на лепило A е 4g/㎡, количината на лепило B е 3g/㎡, а количината на лепило C е 5-6g/㎡, што може да ги задоволи барањата и да ја намали количината на лепило A и лепило B, што може соодветно да ги заштеди трошоците.
Во другиот случај, лепилото А и лепилото Б се направени од лепило со подобар степен на вриење, а лепилото Ц е направено од лепило отпорно на високи температури, кое исто така може да го исполни барањето за вриење на 121℃, а во исто време да ги намали трошоците.
Структура IV: PET/лепак/BOPA/лепак/Al/лепак/CPP, оваа структура е BOPA префрлена позиција, вкупните перформанси на производот не се промениле значително, но цврстината на BOPA, отпорноста на прободување, високата композитна цврстина и другите поволни карактеристики не ѝ даваат целосна функција на оваа структура, затоа, примената е релативно мала.
4.10 ПЕТ/коекструдиран CPP
Ко-екструдираната CPP во оваа структура генерално се однесува на 5-слојна и 7-слојна CPP со високи бариерни својства, како што се:
ПП/слој за врзување/EVOH/слој за врзување/ПП;
ПП/слој за врзување/ПА/слој за врзување/ПП;
PP/врзан слој/PA/EVOH/PA/врзан слој/PP, итн;
Затоа, примената на коекструдиран CPP ја зголемува цврстината на производот, го намалува кршењето на пакувањата за време на вакуумирање, висок притисок и флуктуации на притисокот, и го продолжува периодот на задржување поради подобрените бариерни својства.
Накратко, структурата на сортата вреќи за готвење на висока температура, горенаведеното е само прелиминарна анализа на некоја заедничка структура, со развојот на нови материјали, нови технологии, ќе има повеќе понови структури, така што пакувањето за готвење има поголем избор.
Време на објавување: 13 јули 2024 година


